


Выбор правильного сверла для работы с металлом - это ключевой момент в процессе выполнения любого металлообрабатывающего проекта. От правильного выбора типа сверла до определения оптимальных параметров скорости и подачи - каждый шаг влияет на процесс сверления. В этой статье мы рассмотрим основные аспекты выбора сверла для работы с металлом, а также поделимся советами по оптимизации процесса сверления для достижения наилучших результатов.
Тип сверла
|
Название |
Описание |
|
Спиральное
|
Структура активной части сверла состоит из цилиндрического вала, оборудованного парой спиралевидных резцов и канавок, которые служат для эффективного отвода стружки в процессе сверления. Инструмент разработан для формирования отверстий различной глубины, как сквозных, так и несквозных. Размер отверстий, которые можно получить с помощью сверла, строго соответствует диаметру его рабочей зоны, делая каждое сверло подходящим для задач определенного диаметра. |
|
Зенкер
|
Рабочий элемент зенковки с конической формой оснащен продольными режущими насечками, предназначенными для создания конических расширений в отверстиях или для увеличения их диаметра. Этот тип сверла используется для полуфинишной обработки, при которой улучшается качество поверхности отверстий и повышается точность их геометрии. |
|
Ступенчатое
|
Конструкция ступенчатого сверла отличается конической формой, на поверхности которой расположены ступени с различным диаметром. Каждая из них предназначена для бурения отверстий конкретного размера. Диаметр сверла постепенно увеличивается от вершины к основанию, что позволяет использовать одно и то же сверло для создания отверстий различных диаметров, исключая необходимость постоянной смены инструмента. |



Тип хвостика
Часть сверла, предназначенная для закрепления в патроне дрели или сверлильного станка, играет ключевую роль в выборе инструмента для конкретного оборудования. Форма этой части определяет совместимость сверла с различными типами креплений. Ниже приведены наиболее распространенные типы хвостовиков сверл по металлу:
|
Название |
Описание |
|
Цилиндрический
|
Конструкция рабочей части сверла включает цилиндрический стержень, оснащенный двумя спиральными режущими кромками и желобами для эффективного удаления стружки. Этот инструмент предназначен для создания как сквозных, так и глухих отверстий, включая отверстия с большой глубиной. Диаметр рабочей части сверла является постоянным, каждым сверлом можно выполнить отверстия только определенного диаметра. |
|
Конический
|
Конический хвостовик выделяется отличным центрированием и надежностью закрепления, что делает его предпочтительным для использования в станочном сверлении с соответствующими патронами. |


Маркировка сверла
В таблице представлены общие обозначения различных марок стали, используемых в производстве сверл. Указаны как варианты для сверл российского производства, так и для инструментов, изготовленных за рубежом, с описанием их основных характеристик:
|
Российские |
Зарубежные |
Характеристики |
|
Р4М3 |
W4, 4341 |
Сверла из этой стали имеют средние показатели по цене и износостойкости, что делает их подходящими для нечастых работ. |
|
М1 |
Эта марка стали чаще встречается в более доступных по цене сверлах. Она характеризуется невысокой стойкостью к износу и жаропрочностью, что требует использования смазочно-охлаждающих жидкостей при длительной работе. Материал достаточно пластичен и ударопрочен. |
|
|
Р9М3 |
W9, 9341 |
Средняя цена сочетается с повышенной твердостью, что расширяет возможности их применения. |
|
Р2М9 |
М7 |
Сверла этой марки отличаются высокими показателями прочности и износостойкости, что делает их идеальными для глубокого сверления и работы в условиях высоких нагрузок. |
|
Р2М10К8 |
М42, HSS-E, HSS-Co8 |
Высокая цена соответствует их выдающимся характеристикам: твердость, износостойкость и жаропрочность на высоте, что позволяет работать с вязкими металлами и на высоких скоростях резания. |
Длина сверла
При выборе сверла по металлу ключевыми параметрами являются его длина и диаметр. Производители обычно указывают две важные меры длины: общую и длину рабочей части инструмента. Именно второй показатель влияет на максимально достижимую глубину сверления. Например, для сверла общей длиной 280 мм рабочая длина может быть равна 160 мм, что и будет определять глубину возможного проникновения в материал.
Что касается диаметра, то он напрямую влияет на размер создаваемого отверстия. У стандартных спиральных сверл этот параметр часто совпадает с диаметром хвостовика и может быть, например, 6, 8 или 10 мм. В случае с зенковками указывается размер самой широкой части инструмента, который может достигать, к примеру, 12,4 или 20,5 мм, в то время как диаметр хвостовика обычно меньше.
Эти параметры следует тщательно учитывать при выборе сверла, чтобы обеспечить нужную глубину и размер отверстия для конкретных задач.

Покрытие
Сверла с покрытием выбирают для задач, требующих инструментов с улучшенными характеристиками, такими как износостойкость и теплостойкость. Такие сверла также уменьшают трение, повышают коррозионную устойчивость и сопротивляемость воздействию химикатов.
Варианты покрытий:
- Без покрытия с финишной полировкой. Этот тип сверла эффективен при работе с мягкими металлами, такими как алюминий и низкоуглеродистая сталь, однако он склонен к коррозии.
- Парооксидирование. Черное или темное покрытие, которое делает сверло более «скользким» и улучшает отвод стружки. Парооксидированный инструмент обладает улучшенной коррозионной стойкостью и может служить на 50 % дольше.
- TiN (нитрид титана). Это золотистое покрытие повышает надежность инструмента и его красностойкость, уменьшает трение и вибрацию, позволяя увеличить скорость сверления на 40 % и удваивает стойкость сверла.
- TiCN (карбонитрид титана). Это более твердое фиолетово-черное покрытие выдерживает более высокие температуры, что делает его подходящим для обработки высокоуглеродистых сталей и чугуна.
- TiAlN или AlTiN (алюмонитрид титана). Красно-коричневое покрытие, наиболее жаропрочное и устойчивое к нагрузкам, идеально для высокоскоростной обработки. Подходит для сверления нержавеющих и жаропрочных сталей, но менее эффективно для алюминия.
Выбор покрытия сверла зависит от материала обработки и условий работы, где требуется определенный баланс между износостойкостью, теплостойкостью и стоимостью инструмента.
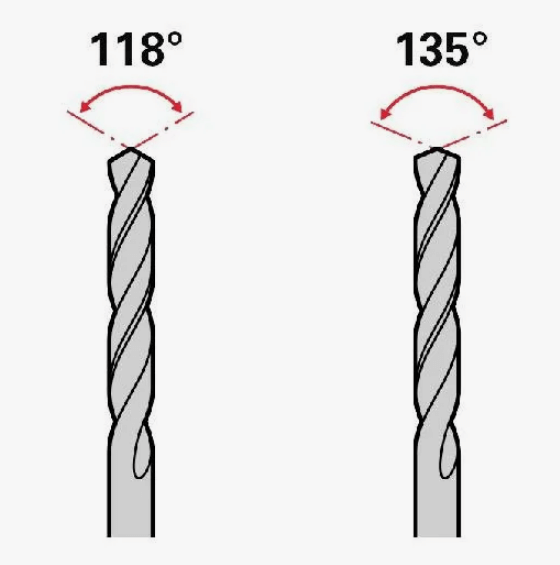
Угол заточки
Выбор угла заточки сверла по металлу напрямую связан с типом материала, который предстоит обрабатывать.
- Для работы со сталью и бронзой рекомендуется использовать сверла с углом заточки 130–140°. Он обеспечивает оптимальное сочетание режущей способности и прочности режущих кромок.
- При обработке латуни, чугуна и дюралюминия наиболее подходящим будет угол заточки 110–120°. Он позволяет достичь эффективного удаления стружки и хорошего качества обрабатываемой поверхности.
- Для более мягких материалов, таких как некоторые виды пластика или алюминия, предпочтительнее использовать сверла с углом заточки около 100°. Меньший угол способствует лучшему центрированию и предотвращению заедания сверла.
Правильный выбор угла заточки критичен для эффективности сверления, снижения износа инструмента и получения качественного отверстия без дефектов.
Угол наклона канавки
Угол наклона канавок сверла оказывает значительное влияние на его прочностные характеристики, жесткость и способность к эффективному отводу стружки в процессе работы. Существует зависимость между вертикалью наклона канавок и этими параметрами: более крутой наклон обеспечивает лучший отвод стружки, однако это может снижать жесткость сверла и прочность его режущих кромок. Выбор оптимального угла наклона канавок зависит от типа обрабатываемого материала и диаметра используемого сверла, причем меньший диаметр обычно требует меньший угол наклона.
- Угол 10–15° рекомендуется для работы с твердыми сталями и алюминиевыми сплавами, где необходимо обеспечить качественное удаление стружки и предотвратить хрупкое разрушение сверла.
- Угол 25–35° подходит для материалов средней прочности и вязкости, что делает его универсальным выбором для широкого спектра задач, не требующих специфических условий резания.
- Угол 35–40° предназначен для легированных и нержавеющих сталей, которые требуют уменьшения крутящего момента и обеспечения сопротивления резанию, что важно при работе с более твердыми материалами.
Где можно заказать оптом?
Бердский инструментальный завод предлагает широкий выбор инструментов для оптовых покупателей. Вот что мы предлагаем:
- Производство инструментов. Мы гарантируем высокое качество по ГОСТу и надежность благодаря строгому контролю на всех этапах изготовления.
- Быстрая доставка. Вы можете рассчитывать на оперативное получение заказов в любом регионе страны.
- Работаем по всей России. Независимо от того, где вы находитесь, мы готовы предложить вам наши услуги. Наша инфраструктура обеспечивает удобство и доступность заказов для клиентов по всей стране.
- Условия заказа оптом. Мы предлагаем выгодные условия — минимальная сумма оптового заказа составляет 7000 рублей.
Вывод
Правильно подобранное сверло не только улучшает производительность и качество работы, но и продлевает срок службы инструмента и оборудования. При выборе сверла необходимо учитывать такие факторы, как тип материала, размер отверстия, требуемая точность и скорость работы. Кроме того, важно следить за состоянием сверла и правильно его обслуживать для сохранения его эффективности на протяжении всего процесса работы.